

Do zarządzania produkcją mas formierskich oraz automatycznego pomiaru i regulacji parametrów masy firma MICHENFELDER ELEKTROTECHNIK GmbH&Co.KG – Meinz (www.michenfelder.com/en/) oferuje system kontrolno-pomiarowy FoMaSys.W skład systemu wchodzi pięć zasadniczych modułów: MICOMP 5 typ G-CH instalowany w mieszarce, MICOMP 5 typ G-FBK lub G-91 instalowany w chłodziarce masy zwrotnej, SANDLAB do pomiarów i regulacji parametrów masy, system MiPro oraz moduł MATRIX.
1. MICOMP 5 typ G-CH przeznaczony jest do automatycznego ciągłego pomiaru i regulacji wilgotności masy formierskiej w mieszarce wirnikowej (dynamicznej). Za pomocą sondy umieszczonej wewnątrz mieszarki system w sposób ciągły kontroluje homogenizację masy formierskiej. Gwarantuje uzyskanie wilgotności masy formierskiej na wyjściu z mieszarki w tolerancji: ±0,1%H2O (1 odchylenie standardowe).
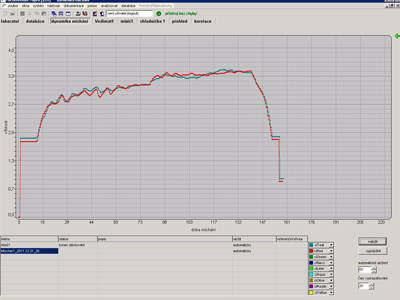
Przebieg zmian wilgotności masy w mieszarce dynamicznej (wirnikowej)

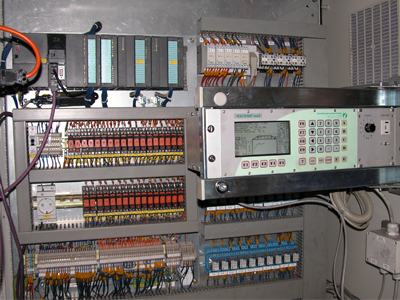
Sonda do ciągłego pomiaru wilgotności zamontowana w mieszarce MDV-16
2. MICOMP 5 typ G-91/-MC/-FBK/-CHC przeznaczony jest do automatycznego ciągłego pomiaru i regulacji temperatury oraz wilgotności masy formierskiej w chłodziarkach typu mieszającego, nieprzelotowych i wibrofluidyzacyjnych. W zależności od zastosowanej chłodziarki stosuje się sondy umieszczone wewnątrz lub na wyjściu z chłodziarki. System gwarantuje uzyskanie na wyjściu z chłodziarki masy formierskiej o temperaturze około 15°C powyżej temperatury otoczenia oraz wilgotności w tolerancji ±0,2% (1 odchylenie standardowe).

Już w chłodziarce i zbiorniku masy zwrotnej zachodzą procesy, mające wpływ na proces formowania zapewniający niską ilości odpadów oraz wysoką jakości odlewów. Szybkie mieszarki, wysoka wydajność, krótki cykl i czas składowania w zbiorniku stanowią prawdziwe wyzwanie, jeśli chodzi o produkcję masy formierskiej wysokiej jakości. Trudne warunki produkcyjne i masa formierska o dobrych parametrach nie wykluczają się nawzajem - pod warunkiem zastosowania odpowiedniej technologii obróbki oraz systemów pomiaru i kontroli.
Jeśli wilgotność masy zwrotnej na wyjściu z chłodziarki jest niższa niż poziom krytyczny 1.8-2.0% H20, w zbiorniku buforowym nie zachodzi proces regeneracji. Proces nasycania aktywnego bentonitu nie rozpoczyna się. Masa pozostaje statyczna i pozbawiona życia. Traci się cenny czas regeneracji, którego nie można później odzyskać w mieszarce. Pozostała ilość czasu mieszania z ledwością wystarcza na ujednorodnienie masy, ale nie na uzyskanie zadowalających parametrów.
Rezultat: Po dotarciu do linii formierskiej, bez ukończenia procesu nasycenia masa nie jest płynna, mechaniczne właściwości masy nie są stałe a ilość odpadów jest odpowiednio wysoka.
Stosowanie masy o właściwym poziomie wilgotności pozwala uzyskać odpowiednią masę formierską, zadowalające odlewy i niski poziom odpadów, ale nie tylko. Zyskuje się również bardzo korzystny efekt uboczny. Zapewnienie wsparcia dla mieszarki masy. Mieszarka może o wiele szybciej jednolicie wymieszać wymaganą ilość wody z masą, która została odpowiednio wstępnie nawilżona. W ten sposób można zyskać cenny czas, oszczędzić energię i zredukować zużycie.
3. SANDLAB przeznaczony jest do pomiaru i regulacji wilgotności, zagęszczalności oraz pomiaru wytrzymałości na ściskanie masy formierskiej i przepuszczalności. SANDLAB stanowi laboratorium pomiarowe parametrów masy i montowany jest na przenośniku taśmowym pomiędzy mieszarką a maszyną formierską. System pobiera próbki z każdej sporządzonej porcji masy. Po pobraniu próbki i sprawdzeniu jej parametrów, system koryguje ilość wody w kolejnych porcjach sporządzanych mas formierskich w mieszarce, w celu utrzymania zadanych parametrów. SANDLAB jest połączony bezpośrednio z MICOMP5 typ G-CH, zamontowanym w mieszarce.


SANDLAB instaluje się bezpośrednio przed formierką, w miejscu, gdzie wymagana jest stała zagęszczalność.
Wahania zagęszczalności są rezultatem zmian składu procentowego masy (np. większej lub mniejszej ilości pyłu, bentonitu, nośników węgla, świeżego piasku itp.) oraz czynników wpływających na masę podczas jej transportu z mieszarki do maszyny formierskiej (np. parowania, procesu nasycenia bentonitu, sposobu transportu masy, zastosowania spulchniarek i aeratorów, różnic temperatur itp.). Wartość wilgotności ustawiona w MICOMP 5 typ G-CH wynosi na przykład 3.20% H2O.
Wilgotność każdej porcjimasy na wyjściu z mieszarki osiąga dokładnie tę wartość zadaną. Skorelowana zagęszczalność wynosi na przykład 40,00%. Wartość zagęszczalności jest kontrolowana online przez SANDLAB. Pomiary są ciągle przekazywane do MICOMP 5 typ G-CH. Jeśli SANDLAB wykryje spadek zagęszczalności (np. spowodowany przez większą ilość drobnego pyłu) np. 39.40%, MICOMP 5 automatycznie oblicza korygującą nową wartość zapotrzebowania na wodę (np. 3.24%). To automatyczne dostosowanie zapotrzebowania na wodę dodawaną do masy pozwoli przywrócić poprzednią wartość zagęszczalności na poziomie 40,00%.
4. MiPro przeznaczony jest do wizualizacji procesu sporządzania mas formierskich. W sposób ciągły kontroluje parametry technologiczne, umożliwia ich przetwarzanie, analizę oraz archiwizacje w postaci tabel lub wykresów. MiPro połączony jest z systemami: MICOMP 5 typ G-CH, MICOMP 5 typ G-FBK/G-91 oraz SANDLAB.MiPro to o wiele więcej, niż suma jego poszczególnych funkcji. Jako połączony modularny system programowo-sprzętowy pełni funkcje sterowania procesem, analizy i archiwizacji danych, wizualizacji oraz zapewniania jakości, dzięki czemu staje się integralną częścią centralnie zarządzanego obiegu masy formierskiej.
Dzięki podłączeniu systemów sterujących można kontrolować i monitorować jakość masy formierskiej z centralnego punktu w czasie rzeczywistym oraz sterować wszystkimi urządzeniami zdalnie MiPro szybko staje się niezbędnym narzędziem do krótko i długoterminowej archiwizacji danych, oferującym szereg wygodnych funkcji analizy statystycznej, system zarządzania alarmami, system do przydzielania uprawnień uniemożliwiającym niepowołany dostęp i ingerencję, oraz wiele innych funkcji.
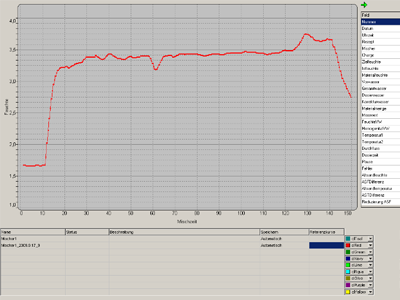
Dynamika zmian wilgotności masy w mieszarce z chłodziarką w odlewni ZLH Hronec (Słowacja)
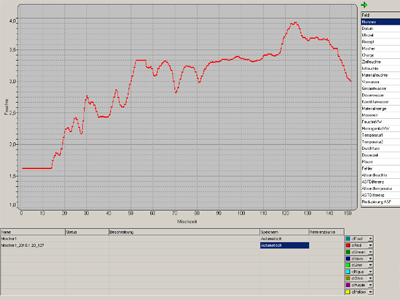
Dynamika zmian wilgotności masy w mieszarce bez chłodziarki w odlewni ZLH Hronec (Słowacja)
5. MATRIX - diagram masy formierskiej pokazuje interakcję między najważniejszymi parametrami masy (wilgotność i temperatura masy zwrotnej, wilgotność masy świeżej, zagęszczalność, zawartość pyłu, wytrzymałość i zawartość aktywnego bentonitu) oraz ich wpływ na ogólną jakość masy podczas produkcji. Można z łatwością przeglądać punkty wskazań jakościowych za pomocą trzech okien. Dopóki punkty wskazań jakościowych poruszają się w obrębie okien, jakość masy pozostaje w granicach zadanych wartości. Jeśli punkt wskazań przekracza granicę okna, Diagram Masy Formierskiej Matrix oferuje środki zaradcze, mające na celu ponowne
prowadzenie ich w obszar graniczny i w ten sposób przywrócenie jakości masy w obręb granic wstępnie zadanego zakresu jakościowego.
Korygujące ilości materiałów formierskich są różne w zależności od danego zakładu i nie da się ich z góry określić podczas uruchomienia. Klient musi określić je samodzielnie w sposób empiryczny. Diagram Masy Formierskiej Matrix i oferowane przez niego funkcje, w połączeniu z automatycznie generowanymi zaleceniami, dotyczącymi środków zaradczych, w znaczny sposób ułatwia kontrolę nad materiałami formierskimi. MiPro z diagramem Matrix w połączeniu z systemem naważania składników można wykorzystać do całkowicie zautomatyzowanego dozowania składników masy formierskiej.
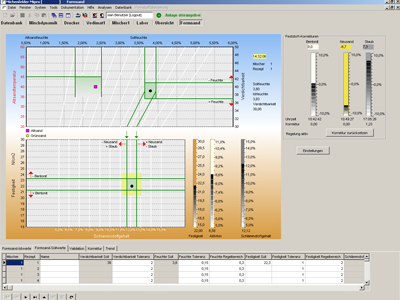
Diagram masy formierskiej - MATRIX
Specjaliści IdeaPro, posiadający wieloletnie doświadczenie w instalowaniu, obsłudze oraz serwisowaniu systemów zarządzania produkcją mas formierskich FoMaSys firmy MICHENFELDER, służą pomocą w doborze odpowiednich modułów zgodnie z wymaganiami klienta. Wszelkie bardziej szczegółowe pytania prosimy kierować bezpośrednio do IdeaPro. Nasz doświadczony zespół specjalistów chętnie udzieli Państwu wszelkich informacji i pomocy.
Wykaz sprzedanych systemów Michenfelder
| Lp. | Klient | Nazwa | Typ mieszarki/chłodziarki | Termin realizacji (końcowe uruchomienie) |
| 1. | Skoda Mlada Boleslav Czechy | MICOMP UNI G-CH VEDIMAT 4 MiPro | MTI-2500 | 2004r. |
| 2. | GIFF a.s. Frýdlant nad Ostravicí Czechy | MICOMP UNI G-CH | MTI-2500 | 2005r. |
| 3. | Zlievaren Trnava Słowacja | MICOMP UNI G-CH VEDIMAT 4 | MTI-3000 | 2007r. |
| 4. | Odlewnie Polskie Starachowice | MICOMP UNI G-CH MICOMP UNI G-FBK VEDIMAT 4 MiPro | EIRICH RV24, chłodziarka KUTTNER | 2008r. |
| 5. | ZLH Hronec Słowacja | MICOMP UNI G-CH MICOMP UNI G-FBK MiPro | EMTP-3000 CFM-5016 | 2009r. |
| 6. | VICTAULIC Drezdenko | MICOMP UNI G-CH (2kpl.) MICOMP UNI G-FBK VEDIMAT 4 MiPro | MTP-3000(2szt.) chłodziarka SIMPSON MC-160 | 2011r. |
| 7. | Odlewnia Żeliwa Lisie Kąty | MICOMP UNI typ G-CH(2kpl.) VEDIMAT 4 MiPro | EIRICH RV24, mieszarka MP 120 pracująca jako chłodziarka masy | 2011r. |
| 8. | H.W. Pietrzak Holding Odlewnia Żeliwa Kutno | MICOMP UNI typ G-CH MICOMP UNI typ G-91 VEDIMAT 4 MiPro | Speedmullor typ MSS-6G-D-16, Multicooler typ MTC 236 – R | 2011r. |
| 9. | Odlewnia Żeliwa ŚREM S.A | MICOMP UNI typ G-CH(2kpl.) VEDIMAT 4 MiPro | MP-120 (2szt.) | 2011r. |
| 10. | Odlewnia Moravskie Zelazarny Olomouc Czechy | MICOMP UNI typ G-CH MICOMP UNI G-FBK VEDIMAT 4 MiPro | MTP-1500 CFM-5016 | 2011r. |
| 11. | Odlewnia Żeliwa Lisie Kąty | MICOMP UNI typ G-CH MICOMP UNI typ G-91 VEDIMAT 4 MiPro | mieszarka RV-33-71 EIRICH chłodziarki MC-200 SIMPSON | 2013r. |